Карбиды – класс неорганических соединений химических элементов с углеродом. И, хотя самым распространённым из карбидов является цементит – основная структурная составляющая любой стали, наибольшее практическое применение получили всё же карбиды тугоплавких металлов – тантала, титана, и особенно вольфрама.
Состав карбидов вольфрама
Карбиды металлов считаются одними из наиболее тугоплавких веществ, причём с увеличением порядкового веса этот показатель возрастает. В частности, именно сочетание карбида вольфрама с кобальтом в различных процентных соотношениях образует целый класс инструментальных материалов особо высокой прочности и износостойкости – твёрдых сплавов.
 Дело в том, что углерод образует с вольфрамом два разных химических соединения – монокарбид вольфрама WC и полукарбид вольфрама W2C. Первый из них менее устойчив и твёрд, однако, обладая способностью образовывать кристаллы в расплаве вольфрама, уже с 1923 г. применяется как составляющая часть разнообразных минералокерамических композиций. В противоположность монокарбиду вольфрама его двоюродный «брат» полукарбид вольфрама имеет значительно большую температурную стойкость, а также может легко внедряться в твёрдые растворы WC с другими металлами – железом, кобальтом и др. Кроме того, полукарбид вольфрама имеет чрезвычайно высокую износостойкость. Таким образом, в технике находят применение оба вида карбидов.
Дело в том, что углерод образует с вольфрамом два разных химических соединения – монокарбид вольфрама WC и полукарбид вольфрама W2C. Первый из них менее устойчив и твёрд, однако, обладая способностью образовывать кристаллы в расплаве вольфрама, уже с 1923 г. применяется как составляющая часть разнообразных минералокерамических композиций. В противоположность монокарбиду вольфрама его двоюродный «брат» полукарбид вольфрама имеет значительно большую температурную стойкость, а также может легко внедряться в твёрдые растворы WC с другими металлами – железом, кобальтом и др. Кроме того, полукарбид вольфрама имеет чрезвычайно высокую износостойкость. Таким образом, в технике находят применение оба вида карбидов.
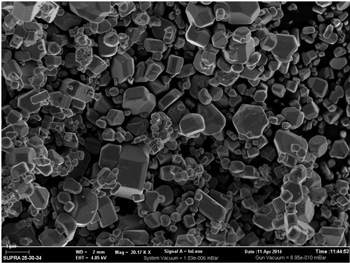 Физико-механические характеристики карбидов вольфрама определяются степенью их дисперсности, химической чистотой, а также способом получения, который, в свою очередь, зависит от области будущего применения.
Физико-механические характеристики карбидов вольфрама определяются степенью их дисперсности, химической чистотой, а также способом получения, который, в свою очередь, зависит от области будущего применения.
В частности, основные свойства 98% -ного карбида вольфрама следующие:
- Предел прочности на изгиб, МПа, не ниже – 1000.
- Предел прочности на сжатие, МПа, не ниже – 9500.
- Модуль упругости, ГПа – 69.
- Ударная вязкость, кГмсм2 – 1,2…1.3.
- Твёрдость по Роквеллу, HRA, не ниже — 90.
- Плотность, г/см2 – 15,0…15,5.
- Эрозионная стойкость, 10-6 моль – 0,3…0,8.
Таким образом, в сравнении с наиболее прочными сталями карбид вольфрама обладает значительно более высокими прочностными показателями, но, с другой стороны, он и более хрупок, а также отличается пониженной обрабатываемостью.
Поэтому в чистом виде рассматриваемые соединения не используются, а являются основной составляющей частью твёрдых сплавов. Наиболее часто используются твёрдые сплавы, в состав которых, кроме карбида вольфрама, входит кобальт. Получили применение и более сложные сочетания, с карбидами титана и тантала. Тем не менее, составляющая карбида вольфрама во всех этих случаях остаётся преобладающей: от 98 до 70%.
Область применения
Твёрдые сплавы как основной вид использования карбидов вольфрама.
С пецифическая область применения карбида вольфрама в составе твёрдых сплавов – наплавка слоя повышенной износостойкости на детали, испытывающие при своей эксплуатации повышенные нагрузки от сил трения. Это имеет особое значение для бурового, режущего и штампового инструмента. Стойкость такого инструмента заметно увеличивается вследствие того, что карбид вольфрама, как твёрдая составляющая в менее прочной металлической матрице, способствует формированию микроструктуры с благоприятным сочетанием прочности и пластичности.
пецифическая область применения карбида вольфрама в составе твёрдых сплавов – наплавка слоя повышенной износостойкости на детали, испытывающие при своей эксплуатации повышенные нагрузки от сил трения. Это имеет особое значение для бурового, режущего и штампового инструмента. Стойкость такого инструмента заметно увеличивается вследствие того, что карбид вольфрама, как твёрдая составляющая в менее прочной металлической матрице, способствует формированию микроструктуры с благоприятным сочетанием прочности и пластичности.
Объясняется это следующим. Карбидная фаза сглаживает перепады в механических характеристиках изготовленной детали. Применительно к инструментальным материалам это означает, что при обработке сравнительно мягких материалов снижается уровень возникающих в инструменте напряжений, в то время как при обработке более хрупких изделий обеспечивается надёжное предохранение поверхностной кромки инструмента от абразивного воздействия откалывающихся микрочастиц. Данная особенность сохраняется, независимо от температуры на контакте, поскольку карбид вольфрама образован двумя высокотемпературными составляющими – тугоплавким вольфрамом и самым тугоплавким из неметаллов – углеродом.
Твердые сплавы вольфрамокобальтовой группы характеризуются следующими особенностями:
- Практически нулевыми значениями допустимого напряжения на срез, поэтому их нельзя применять в условиях значительных сдвиговых деформаций;
- Резкой зависимостью исходных показателей от процентного содержания кобальта;
- Низкой обрабатываемостью, в связи с чем на практике используются предварительно спечённые или пластифицированные исходные заготовки. Окончательная размерная доводка таких изделий проводится при помощи высокоэнергетических технологий: электродуговой, электроискровой, ультразвуковой или анодно-механической обработкой.
Свойства карбидов вольфрама
При высоких значениях температуры плавления, термостойкость карбидов вольфрама – достаточно низкая. Объясняется такое противоречие просто: кристаллическая структура и WC, и W2С – весьма жёсткая, поэтому термическое расширение практически отсутствует. С другой стороны карбид вольфрама обладает значительной теплопроводностью, причём для WC этот параметр с повышением температуры возрастает вдвое интенсивнее, чем у W2С.
Оптимальным диапазоном температур эксплуатации деталей, изготовленных из карбидов вольфрама, считается 200…3000С. С увеличением процентного содержания кобальта в твёрдых сплавах (до 20…25%) допустимые температуры эксплуатации возрастают до 700…8000С, превышая температуростойкость всех известных марок сталей (за исключением жаропрочных).
Карбиды вольфрама – соединения с хорошей электропроводностью, причём для WC этот показатель выше, чем у W2C, практически в 4 раза. Удельное электросопротивление карбидов вольфрама растёт при повышении температуры. Пропорционально этому, кстати, падают показатели упругости. Именно поэтому карбиды вольфрама хорошо обрабатываются электрофизическими методами: локальное введение высококонцентрированного источника тепла (дуга, искра, электрический импульс) повышает температуру в зоне обработки и способствует размерному разрушению структуры рассматриваемых соединений.
 С точки зрения практического применения для карбидов вольфрама большее значение имеют их механические показатели – твёрдость и хрупкость. Получаемая в итоге микротвёрдость зависит в основном от температуры, при которой в вольфрамовом порошке формируются карбиды (менее — от степени их пористости). При повышении температуры дефекты в зёрнах залечиваются, поскольку возрастает подвижность атомов вольфрама и углерода. Поэтому конечная микротвёрдость соединений возрастает. При этом анизотропия свойств выражается значительно меньше, чем аналогичный показатель для металлов. Это упрощает предварительное ориентирование заготовки перед её обработкой.
С точки зрения практического применения для карбидов вольфрама большее значение имеют их механические показатели – твёрдость и хрупкость. Получаемая в итоге микротвёрдость зависит в основном от температуры, при которой в вольфрамовом порошке формируются карбиды (менее — от степени их пористости). При повышении температуры дефекты в зёрнах залечиваются, поскольку возрастает подвижность атомов вольфрама и углерода. Поэтому конечная микротвёрдость соединений возрастает. При этом анизотропия свойств выражается значительно меньше, чем аналогичный показатель для металлов. Это упрощает предварительное ориентирование заготовки перед её обработкой.
Упругость карбидов вольфрама – максимальная для своего класса соединений тугоплавких металлов с углеродом, причём она возрастает с увеличением пористости. Это обстоятельство важно для изделий (в химсоставе которых присутствуют карбиды вольфрама), работающих в условиях знакопеременных нагрузок.
Пластичность карбидов вольфрама крайне низка, и не превышает 0,015%.
Нанесение защитного слоя на деталь
Вследствие описанных выше факторов, при покрытии карбидами вольфрама поверхности деталей возрастают не только их износостойкость, но также стойкость против эрозии и окалины. Фактор хрупкости снимается за счёт чрезвычайно малой толщины наносимого карбидсодержащего слоя, который в большинстве случаев не превышает десятков микрон. Такой способ применения карбидов вольфрама более целесообразен: наличие пластичной подложки основного металла снижает чувствительность поверхности от вредного воздействия циклически возникающих рабочих нагрузок, в то время, как высокая поверхностная твёрдость способствует стойкости против износа. Сокращается и расход металлов/сплавов.
Практический диапазон толщины покрытий, содержащих карбиды вольфрама – 100…250 мкм.
 Применяются следующие методы нанесения поверхностных покрытий из карбида вольфрама:
Применяются следующие методы нанесения поверхностных покрытий из карбида вольфрама:
- Газопламенное напыление.
- Плазменное напыление.
- Детонационное нанесение.
При газопламенном напылении мелкодисперсный порошок карбида расплавляется теплом кислородно-ацетиленового пламени, температура в факеле которого достигает 20000С. Скорость движения частиц в газовом потоке достигает 150…200 м/с, вследствие чего они приобретают большую кинетическую энергию. Она позволяет частицам легко внедряться в микропустоты на поверхности основного металла, а застывая там, образовывать прочное покрытие.
Технология газопламенного напыления обладает существенным недостатком. Наличие кислорода в пламени способствует частичному выгоранию углерода. Поэтому более качественными процессами напыления, являются технологии с применением плазмы. Высокотемпературная (более 50000С) плазма исключает попадания в зону обработки даже атомарного кислорода, поэтому химсостав конечного карбидсодержащего слоя полностью соответствует исходному. Кроме того, производительность плазменного напыления выше, чем газопламенного, т.к. в последнем случае рабочую камеру периодически приходится очищать от остатков выделившегося углерода методом аргонной откачки.
При детонационном напылении деталь помещают в подвижную среду, где находятся взвешенные частицы карбидов вольфрама. Объём герметизируется, после чего среда поджигается. Возникающие в результате высокие температуры резко увеличивают скорость перемещения взвешенных частиц, которые равномерным слоем откладываются на поверхности детали.