Одним из первых методов выплавки металла, освоенных человечеством, было литье в песчано-глинистые смеси, «землю». При этом виде литья, в данной смеси, состоящей из песка, глины и воды образуют форму.
 Песок имеет свойство уплотняться, а глина придает единообразную структуру, тем самым сохраняется приданная смеси форма модели изделия. Модель изделия изготовляют из материала из которого проще всего подготовить модель, но обычно изготавливается из дерева, при серийном производстве, когда модель используется часто, для того чтобы сохранить размеры и поверхность модели, ее изготовляют из прочным материалов, обычно это алюминиевые сплавы.
Песок имеет свойство уплотняться, а глина придает единообразную структуру, тем самым сохраняется приданная смеси форма модели изделия. Модель изделия изготовляют из материала из которого проще всего подготовить модель, но обычно изготавливается из дерева, при серийном производстве, когда модель используется часто, для того чтобы сохранить размеры и поверхность модели, ее изготовляют из прочным материалов, обычно это алюминиевые сплавы.
Особенностью такого метода получения формы является необходимость извлечения модели, что является и главным недостатком. Поэтому формовка обычно осуществляется в двух полуформах, для чего используются специальные ящики без дна (опоки). Для извлечения модели из смеси на ней выполняют специальные формовочные или литейные уклоны, обеспечивающие удобный выем изделия или стержня из формы.
При подготовки чертежа модели для формовки, учитывают особенности формовки, изменение размеров изделия в процессе остывания, припуски на последующую обработку, и т.д. Модель всегда больше изделия на величину усадки и последующей обработки и выполняется разъемной по одной или нескольким плоскостям для удобства выема ее из формы.
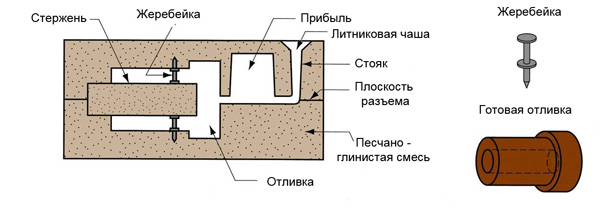
При изготовлении формы следует учитывать каналы потока хода расплавленного металла, по которым жидкий металл будет заливать полость формы заполняя ее равномерно — литниковая система. Стоит при проектировании формы учитывать разветвленность каналов, чтобы металл равномерно распределялся по всей форме, не застаиваясь и не остывая в какой то определенной зоне.
Для предотвращения образования усадочной раковины на теле заготовки, в форме делают специальную полость, объем которой может быть достаточно велик (иногда больше, чем объем самой формы для изделия). Этот объем заполняют расплавленным металлом, но делают это так, что бы он застывал в последнюю очередь, таким образом образование раковины происходит в нем. Эта часть отливки называется ”прибыль” и после извлечения отливки из формы должна быть отрезана или удалена при последующей механической обработке.
Литье в песчано-глинистые формы до начала 21 века был самый распространенный вид литья (более 90% изделий по массе, производили в промышленности, этим способом) в современной промышленности лидирующее место заняло литье по газифицируемым моделям.
Оба вида литья применяется как в частных мастерских при индивидуальном производстве, так и в массовом производстве.
Особенности литья в песчано-глинистую форму:
- В качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь (< 0,35%С). Редко производятся таким способом отливки из медных и алюминиевых сплавов.
- Качество отливки по объему весьма низкое, что связано с возможностью попадания в металл разноразмерных неметаллических включений. Из за бурного газообразования при заливки металла во влажную форму в теле изделия образуются газовые пузырки, которые отрицательно сказываются на прочности изделия.
- Форма отливок может быть весьма сложной, но все же ограничена необходимостью извлечения модели из формы.
- Размеры отливки теоретически неограничены. Таким способом получают самые крупные отливки (до сотни тонн). Это станины станков, корпуса турбин и т. д.
- Из-за состава формы из отдельных песчинок, качество и точность поверхности низкое – шереховатость 14 квалитета, в связи с чем обработку поверхности изделия проходится производить в несколько этапов. Шероховатость поверхности отливок превышает 0,3мм, на поверхности часто наличествуют раковины и неметаллические включения. Поэтому сопрягаемые поверхности деталей, заготовки которых получают таким методом, всегда обрабатывают резанием.



