Гибка стальных изделий с небольшими габаритными размерами поперечного сечения выполняется, как правило, в холодном состоянии. Процесс заключается в необратимом изменении продольной или поперечной оси деформируемой заготовки.
Классификация способов гибки
Виды гибки различаются по следующим параметрам:
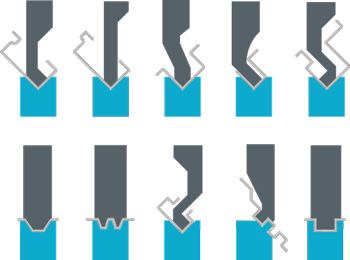 По виду конечного профиля, который может быть L-образным (одноугловая гибка) или П-образным (двухугловая гибка). Для высокопластичных металлов и сплавов без нагрева исходной заготовки возможна и многоугловая гибка. К гибке примыкает также и технология закрутки/скручивания, которой производят, например, оконные и дверные петли.
По виду конечного профиля, который может быть L-образным (одноугловая гибка) или П-образным (двухугловая гибка). Для высокопластичных металлов и сплавов без нагрева исходной заготовки возможна и многоугловая гибка. К гибке примыкает также и технология закрутки/скручивания, которой производят, например, оконные и дверные петли.- По характеру приложения основного деформирующего усилия. Гибка может быть свободной, и с калибрующим ударом. В первом случае исходная полоса или профиль укладывается на две опоры, и посредине прикладывается усилие, которое деформирует металл. Во втором случае заготовка укладывается на подпружиненную опору, и перемещается вместе с инструментом вниз до упора. Иногда применяется упрощённый вариант калибрующей гибки, при реализации которого изделие жёстко подчеканивается в конце рабочего хода гибочного инструмента.
- По количеству переходов гибки, которое определяется пластическими свойствами материала. Большинство заготовок в холодном виде способны деформироваться за один переход без трещин на углы до 100…1200. При более интенсивном формообразовании предусматривается двух- и даже трёхпереходная гибка. Для малопластичных материалов между гибочными переходами всегда вводится промежуточный отжиг.
- По способу гибки. Операция может выполняться инструментом, который двигается возвратно-поступательно, либо вращается. Первый вариант гибки реализуется на механических, либо гидравлических прессах вертикального или горизонтального действия. В практике за оборудованием первого вида укоренилось название «листогибы», а за вторым – «кузнечные бульдозеры». Ротационная гибка непрофилированным инструментом производится на сорто- или листогибочных машинах валкового типа. Такое оборудование часто оснащается приспособлениями для правки исходного металлопроката.
Технология гибки профилированным инструментом
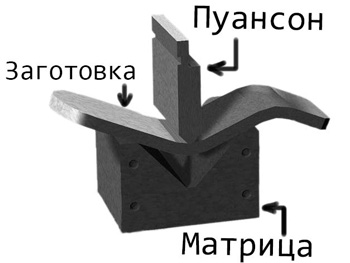
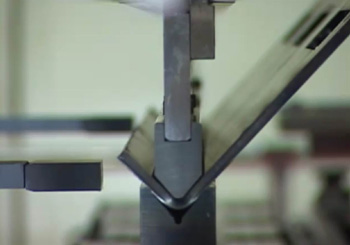
Все рассматриваемые далее процессы ведутся с применением специализированного инструмента – штампов. Рабочими деталями любого гибочного штампа являются пуансон и матрица. Пуансон – подвижная часть штампа – закрепляется. Как правило, в верхней его половине, и при перемещении ползуна двигается возвратно-поступательно. Матрица – неподвижная часть штампа – располагается в нижней его половине, которая фиксируется на столе оборудования.
Точность штамповки профилированным инструментом зависит от:
 Соответствия рабочих профилей пуансона и матрицы чертёжным размерам изделия;
Соответствия рабочих профилей пуансона и матрицы чертёжным размерам изделия;- Направления оси гибки, которое всегда (это важно!) должно совпадать с направлением прокатки исходной заготовки (легко устанавливается по внешнему направлению волокон на исходной заготовке);
- Учёта пластических и упругих свойств деформируемого металла или сплава;
- Надёжности и точности регулировки упоров под изгибаемую заготовку;
- Скорости деформирования металла ползуном оборудования;
- Температуры деформации (перед горячей гибкой обязательным переходом является очистка поверхности заготовки от окалины, наличие которой ухудшает качество гибки, и провоцирует ускоренный износ рабочего инструмента).
При проектировании рабочего профиля гибочных пуансонов и матриц основным фактором является не технологическое усилие (при всех вариантах гибки оно невелико), а так называемое упругое последействие металла заготовки, называемое пружинением.
В результате пружинения металл всегда стремится вернуться к своей первоначальной форме, а интенсивность этого стремления зависит от предела пластичности. Мягкие металлы (алюминий, медь, сталь с процентом углерода до 0,1% и пр.) распружинивают на 3…8%, а латуни, средне- и высокоуглеродистые стали — на 12…15%.
Учёт пружинения производится по нескольким вариантам:
- Изготовлением пуансонов и матриц с рабочим профилем, который учитывает будущее пружинение (например, если требуется согнуть заготовку на угол 600, при ожидаемом пружинении металла 100, то профиль инструмента выполняют под углом 700). Коэффициенты пружинения определяются по таблицам, в зависимости от марки материала и толщины заготовки.
- Изготовления пуансонов с поднутрением, куда затекает деформируемый металл. При этом силы упругого последействия нейтрализуются усилием пластического деформирования заготовки.
- Введением дополнительного калибрующего перехода, когда происходит доштамповка изделия. Способ непроизводителен, поскольку увеличивает трудоёмкость гибки.
- Снижением скорости деформирования и оставления металла под нагрузкой в течение некоторого времени, пока не исчезнут силы инерции в деформируемом сечении. Это возможно только на гидравлических прессах, либо прессах со специальным, кривошипно-коленчатым приводом.
Оснастка и оборудование для гибки профилированным инструментом
 Износ гибочного инструмента неравномерен: интенсивнее изнашиваются пуансоны и матрицы в местах перегиба исходного профиля, в то время, как стойкость периферийных участков намного выше. Тем не менее, инструмент подлежит восстановлению или ремонту (чаще всего изношенные участки наплавляют, а затем шлифуют в размер).
Износ гибочного инструмента неравномерен: интенсивнее изнашиваются пуансоны и матрицы в местах перегиба исходного профиля, в то время, как стойкость периферийных участков намного выше. Тем не менее, инструмент подлежит восстановлению или ремонту (чаще всего изношенные участки наплавляют, а затем шлифуют в размер).
Для гибки пластичных материалов используют пуансоны и матрицы, изготавливаемые из углеродистых инструментальных сталей типа У10 или У12 по ГОСТ 1435. Заготовки из материалов с повышенным значением временного сопротивления деформируют пуансонами и матрицами из легированных инструментальных сталей типа 9ХС или Х12М по ГОСТ 5950.
К числу основных видов оборудования для гибки в штампах относят:
- Листогибочные вертикальные прессы с механическим приводом (в отечественном прессостроении эти машины имеют обозначение И13_ _ причём две последние цифры указывают на номинальное усилие).
- Листогибочные прессы горизонтального исполнения (серия И12_ _).
- Универсальные многоползунковые листогибочные автоматы (серия А72_ _).
Технология гибка профилированным инструментом имеет свои ограничения:
- При штамповке на прессах всегда имеется стадия возвратного хода, когда деформирования не происходит, поэтому производительность снижается;
- На одном комплекте штампов можно изготовить деталь строго определённого типоразмера. Частичным выходом из положения является установка на столе пресса нескольких комплектов разных пуансонов и матриц, для деталей, требующих одинаковое значение рабочего хода ползуна пресса;
- Штампы представляют собой технически сложный инструмент, себестоимость которого довольно высока. Это негативно сказывается на цене конечной продукции;
- При гибке сортовых профилей в местах перепадов поперечного сечения заготовки возможны трещины.
Исходя из этого, гибку непрофилированным инструментом стоит использовать лишь при значительных программах выпуска деталей.
Технология и оснастка для гибки непрофилированным инструментом
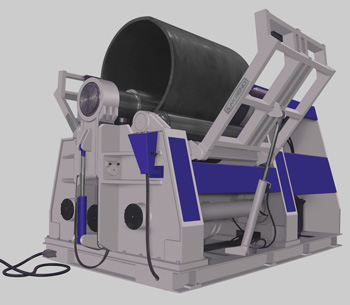
Этот способ гибки основан на использовании ротационного инструмента. При этом деформирование происходит вследствие пропускания заготовки в зазор между непрерывно вращающимися валками. Валки расположены так, что в результате такого прохода изделие приобретает необходимую кривизну.
Качественная гибка сортового проката – швеллера, двутавра, уголка – возможна только таким способом, поскольку при этом на результат никак не повлияют параметры поперечного сечения заготовки.
 При обработке тонколистового металлопроката гибка происходит по окружности, а сортового проката – по дуге окружности, которая выставляется изменением расстояния между рабочими валками.
При обработке тонколистового металлопроката гибка происходит по окружности, а сортового проката – по дуге окружности, которая выставляется изменением расстояния между рабочими валками.
Наибольшее распространение приобрели трёхвалковые листо- и сортогибочные машины. Два валка – нижних – являются опорными, в третий – верхний – нажимным. Классификация валковых гибочных машин может быть выполнена по следующим признакам:
- По расположению валков относительно вертикальной оси оборудования – симметричном и асимметричном. При симметрично расположенных валках нажимной размещается строго посредине, а при асимметричной схеме нажимной валок располагается над одним из опорных валков.
- По ширине валков, что определяет технологические возможности оборудования: чем длиннее валки, тем большей ширины лист можно согнуть на данном установке.
- По наличию дополнительных валков, установленных либо до, либо после основных. Такое оборудование выполняет не только гибку, но и последующую правку изделий.
- По относительному расположению рабочих валков, которое может быть в горизонтальной или вертикальной плоскости. Последнее менее удобно, однако иногда целесообразно, поскольку в результате уменьшаются габаритные размеры оборудования в плане.
Поскольку при ротационной гибке усилие прилагается не в точке контакта, а по дуге, то удельная нагрузка на ролики невелика, что, во-первых, увеличивает их стойкость, а, во-вторых, даёт возможность использовать для их изготовления менее дорогие инструментальные стали.
Валковый инструмент, в отличие от штампового – универсальный, поэтому ротационная гибка эффективна при любых программах выпуска конечной продукции.
Последовательность действия листо- и сортогибочных машин. Гибка обечаек.
Гибка на листогибочном оборудовании с симметричным расположением рабочих валков включает в себя следующие стадии:
- Заправку листа в пространство между валками, при этом передняя кромка заготовки должна лечь на второй опорный валок;
- Опускание верхнего валка до положения, при котором гарантированно обеспечивается нужная кривизна изгибаемого профиля;
- Включение привода, в результате чего лист силами трения захватывается валками проходит сквозь рабочую зону, приобретая необходимую форму;
- Заправку следующей заготовки, с повторением цикла деформирования.
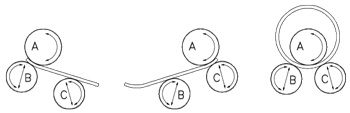 Изделие, прошедшее сквозь рабочую зону, не будет продеформировано на участке переднего и заднего края листа на величину, равную половине расстояния между опорными валками. Подгибку производится выполнять вручную, что неудобно. Поэтому при необходимости гибки профиля по всей длине заготовки следует использовать ротационные машины с асимметричной компоновкой. Задний конец при этом гарантированно подгибается, а для переднего достаточно завести лист с обратной стороны. Таким образом из листового металла получается обечайка (открытый цилиндрический или конический элемент конструкции).
Изделие, прошедшее сквозь рабочую зону, не будет продеформировано на участке переднего и заднего края листа на величину, равную половине расстояния между опорными валками. Подгибку производится выполнять вручную, что неудобно. Поэтому при необходимости гибки профиля по всей длине заготовки следует использовать ротационные машины с асимметричной компоновкой. Задний конец при этом гарантированно подгибается, а для переднего достаточно завести лист с обратной стороны. Таким образом из листового металла получается обечайка (открытый цилиндрический или конический элемент конструкции).
Для возможности гибки листа разной толщины в машинах предусматривается регулировка расстояния между нижними валками. Для этого перемещают подшипники, в которых вращаются оси этих валков. Доступна и замена валка на инструмент с увеличенным диаметром, что потребуется при ротационной гибки более толстых заготовок.
Аналогичным образом действуют и сортогибочные машины. Они также выполняются трёхвалкового исполнения, и состоят из следующих узлов:
- Станины.
- Роликов, рабочий профиль которых соответствует сечению сортового проката.
- Боковых роликов, обеспечивающих прямолинейность движения заготовки.
- Поперечнины, ограничивающей перемещение заготовки в поперечном направлении (для симметричных профилей, например, швеллеров, поперечина переводится в нерабочее положение.
- Механизма заправки профиля в рабочее пространство между валками.
- Электродвигателя.
- Промежуточных зубчатых передач.
- Системы включения привода.
Настройка сортогибочной машины на нужный радиус гиба производится маховичком винтового механизма. Небольшие типоразмеры сортового проката гнут на машинах с горизонтальным расположением рабочих валков. Более универсальными считаются сортогибочные машины с вертикальной компоновкой.
Маркировка ротационных гибочных машин отечественного производства:
- И22_ _ — листогибочные трёхвалковые;
- И42_ _ — листогибочные четырёхвалковые;
- И32_ _ — сортогибочные трёхвалковые;
- И33 — сортогибочные многовалковые.



