С появлением промышленного производства винтовые передачи стали широко применяться в технике, в частности для перемещения суппортов металлорежущих станков. Развитием винтовых механизмов стали шарико-винтовые передачи (ШВП). Их появление обусловлено созданием нового поколения металлорежущего оборудования — станков с числовым программным управлением (ЧПУ).
Функциональное предназначение и устройство
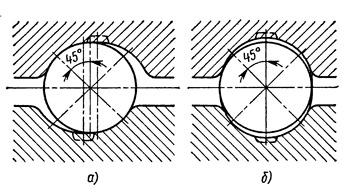
Вид профиля впадины винт-гайка: а) арочный контур б) радиусный контур
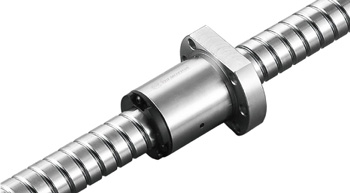
Цель рассматриваемого механизма состоит в том, чтобы преобразовать вращательное движение привода в прямолинейное перемещение рабочего объекта. Передача состоит из двух составных частей: ходового винта и гайки.
Винт изготавливается из высокопрочных сталей марок 8ХФ, 8ХФВД, ХВГ, подвергнутых индукционной закалке, или 20Х3МВФ с азотированием. Резьба выполнена в форме спиральной канавки полукруглого или треугольного сечения. В зависимости от условий работы винта профиль впадины может иметь несколько исполнений. Наиболее часто применяется арочный или радиусный контур.
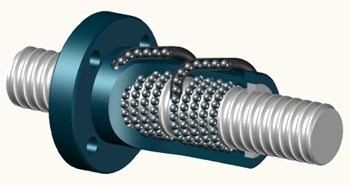 Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Внутри винтовых канавок размещаются закаленные стальные шарики, изготовленные из стали ШХ15, которые при работе передачи циркулируют по замкнутой траектории. Для этого внутри корпуса гайки имеются несколько обводных каналов, выполненных в виде трубок, соединяющих витки гайки. Длина их может быть различной, то есть шарики могут возвращаться через один, два витка, или в конце гайки. Наиболее распространенным является возврат на смежный виток (система DIN).
Принцип работы
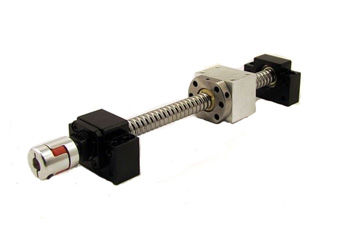
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее). При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка. В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?
- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
Быстроходные или скоростные ШВП
Быстроходный ШВП
Увеличение скорости перемещения гайки относительно винта достигается за счет увеличения шага между канавками, по сравнению со стандартным винтом в 3-5 раз, у обычной ШВП передачи диаметра 16-32мм шаг составляет 5-10мм, у скоростной тех же диаметров — 16-32мм и кратна диаметру винта.
За счет увеличения скорости перемещения — потери в жесткости и максимальной нагрузки на передачу (большей степени) и точности (в меньшей степени).
Классификация
По технологии изготовления ходовые винты бывают:
- Катаные — с винтовой канавкой, получаемой методом холодной прокатки. Эти винты производятся с меньшими затратами, поэтому обладают лучшим соотношением цена-качество при средней точности изготовления (C5, C7, C9).
- Шлифованные — относятся к прецизионным изделиям. После нарезания резьбы и последующей термообработки подвергаются шлифованию. Имеют повышенную точность (C1, C3, C5) и более высокую цену.
По конструкции:
- Шарико-винтовые — изготовленные согласно стандарту DIN. Шарики возвращаются в смежную канавку по желобу отражателя, встроенного в гайку.
- Прецизионные — изготавливаются шлифованием. Могут состоять из одной или двух гаек, иметь предварительный натяг (преднатяг) — устранение осевого зазора с целью повышения точности при реверсах и увеличения жесткости привода.
- Прецизионные с сепаратором — отличаются конструкцией возврата шариков (отсутствует соударение) и шлифованным профилем канавки.
- Прецизионные с вращающейся гайкой имеют встроенный подшипник, благодаря чему имеют повышенную точность перемещения.
- Шлицевый вал с шариковыми втулками фланцевого исполнения. При этом вал выполняет функцию внутреннего кольца подшипника. Эта конструкция отличается компактностью и простотой монтажа.
- Консольное исполнение винта. Применяется для коротких ходовых винтов, не имеющих второй поддержки.
Технические характеристики ШВП
- Основные параметры:
- Диаметр и шаг винта — от 16 × 2,5 до 125 × 20 мм.
- Длина винтового стержня. Ходовые винты для станков с ЧПУ обычно выпускаются с максимальной длиной 2,0–2,5 м, хотя под заказ изготавливают и до 8 метров.
- Линейная скорость перемещения — до 110 м/мин.
- Точность передачи — C1…C10.
Силовые характеристики для некоторых типоразмеров приведены в таблице:
| Силовые параметры шарико-винтовых передач | ||||
| Диаметр × шаг, мм | Грузоподъемность, Н | Осевая жесткость, Н/мкм | ||
| Статическая | Динамическая | Корпусных ШВП | Бескорпусных ШВП | |
| 16 × 2,5 | 9600 | 5000 | — | 230 |
| 32 × 5 | 37500 | 17710 | 700 | 760 |
| 50 × 10 | 112500 | 57750 | 1000 | 1100 |
| 80 × 10 | 197700 | 66880 | 1700 | 1900 |
| 125 × 20 | 729000 | 278000 | — | 2850 |
| Примечание: осевая жесткость указана для класса точности C1. | ||||
Установка передачи
Выбор ШВП для конкретного оборудования производится в процессе конструкторской разработки, а именно на стадии эскизного проектирования — после того как будут определены величина хода стола и необходимое усилие на винте. Затем уточняют техническое решение:
 Выбирают длину винта.
Выбирают длину винта.
- В зависимости от необходимой степени точности привода выбирают между обычной и прецизионной передачей.
- Определяют конструктивный вариант гайки: одинарная, двойная, способ возврата шариков, наличие подшипника и другое. Одинарная гайка дешевле, но в случае износа требует замены, сдвоенную можно регулировать путем подшлифовки компенсатора. Система рециркуляции шариков с помощью трубок несколько увеличивает стоимость гайки, однако допускает возможность ремонта изношенных каналов путем замены обводных трубок.
- Решают — требуется или нет поддержка свободного конца винта.
- Уточняют характер соединения корпуса гайки с перемещаемым узлом, а также ведущего конца ходового винта с электромеханическим приводом. Производят динамический расчет, в случае необходимости вносят изменения в конструкцию.
- Закончив сборку станка, производят испытания всех узлов, в том числе и шарико-винтовой передачи, согласно методике испытаний.
Область применения
 ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
- Приводы подач станков с ЧПУ. Первый серийно выпускаемый в СССР обрабатывающий центр ИР-500 имел 3 координаты обработки. Современные системы содержат значительно большее количество линейных приводов. Например, многошпиндельные автоматы продольного точения Tornos серии MULTI SWISS имеют 14 управляемых осей.
- Перемещение поршня-рейки рулевого механизма автомобилей (МАЗ, КАМАЗ, Газель).
- Вертикальное перемещение каретки производственного 3D-принтера VECTORUS серий iPro и sPro.
Производители:
- Steinmeyer (Германия);
- SKF (Швеция);
- MecVel (Италия);
- THK (Япония);
- SBC (Корея);
- HIWIN (Тайвань).




