Трубный профиль весьма популярен при производстве металлоконструкций. Благодаря повышенным значениям момента сопротивления труба не только экономична по весу, но и способна выдерживать без деформации значительные эксплуатационные нагрузки, особенно — изгиба. Нужные очертания трубе можно придать с помощью трубогиба. Несмотря на некоторые сложности в соединении таких изделий между собой, гнутые трубчатые профили — неотъемлемая часть таких изделий как перила, тяжелонагруженные опоры, фланцы и т.п.
Обычные технологии гибки непригодны для труб, такие как используются для гибки швелеров или углового профиля.
Уже при незначительных деформациях профиль деформируется, причём по внешнему радиусу гиба возникают значительные растягивающие напряжения, что приводит к возникновению трещин. Неприятно меняется и внешний вид такой трубы.
Поэтому разработаны, и используются особые технологии гибки труб различного профиля, с применением специализированного оборудования — трубогибов.
Способы получения гнутых трубных профилей
Используются следующие технологические процессы:
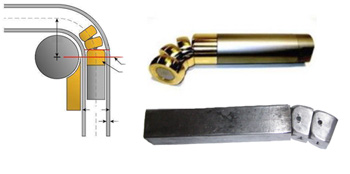
 Наматывания трубы на рабочую оснастку. Для этого заготовка прижимается к обкатывающему ролику, диаметр которого соответствует требуемому радиусу гибки. При включении трубогиба выполняется обкатка роликом внешнего периметра трубы на необходимый угол. Способ применим только для толстостенных труб, у которых значение момента сопротивления достаточно велико, чтобы вызвать деформацию заготовки по внутреннему поперечному сечению.
Наматывания трубы на рабочую оснастку. Для этого заготовка прижимается к обкатывающему ролику, диаметр которого соответствует требуемому радиусу гибки. При включении трубогиба выполняется обкатка роликом внешнего периметра трубы на необходимый угол. Способ применим только для толстостенных труб, у которых значение момента сопротивления достаточно велико, чтобы вызвать деформацию заготовки по внутреннему поперечному сечению.- Гибка с дорнованием. Весьма похожа на предыдущий вариант, но кроме обкатывающего ролика здесь задействован и другой деформирующий инструмент – дорн. Его вводят во внутреннее сечение трубы, причём в тот участок, где будет производиться гибка. Перед моментом начала гиба дорн фиксируется во внутреннем сечении, предупреждая деформацию трубчатой заготовки – складкообразование по внутреннему радиусу гибки и появление трещин на внешнем радиусе. Способ используется для гибки труб с малой толщиной стенки.
- Гибка вальцовкой. В таких машинах вместо окатывающего ролика вращаются рабочие валки (их число всегда должно быть нечётным), а заготовка получает поступательное перемещение. Например, в трёхроликовых трубчатых вальцах два ролика – опорные, а третий, находящийся с противоположной стороны (сверху – для машин вертикального типа, сбоку – для машин горизонтального типа) – прижимной. При заправке заготовки в зазор прижимные/опорные ролики начинают вращаться, а прижимной, двигаясь поступательно, деформирует трубу на необходимый угол. При гибке вальцовкой возможно получение пространственных трубчатых конструкций, однако имеются существенные ограничения по минимально допустимому радиусу гибки.
Все способы одинаково пригодны для деформирования трубчатых заготовок из стали и цветных металлов, как в ручном, так и в автоматическом режимах.
Трубогибочные установки классифицируют также:
- По типу привода. Выпускаются трубогибочные машины с механическим и гидравлическим приводом, а также ручные трубогибы, применяемые в основном, в ремонтных сантехнических мастерских, а также в домашнем хозяйстве;
- По компоновке узлов – трубогибы с горизонтальным и вертикальным приводом;
- По конструкции стола – с неподвижным и поворотным столом;
Ряд конструкций трубогибов стандартизирован, и выпускается соответственно ТУ2-041.
Разновидности роликовых трубогибов и принципы их работы
Трубогиб с механическим приводом
Наиболее универсальными машинами считаются установки серии И34 _ _с механическим приводом.
С их помощью возможна плоская и пространственная многоколонная гибка труб с наружным диаметром от 63 до 160 мм, и с максимальным углом гиба до 2100. Наибольший габарит готового изделия по любой из осей координат может достигать 4000 мм. Минимальный радиус гиба по конструктивным причинам не может быть менее двух внешних диаметров трубчатой заготовки.
Трубогиб с механическим приводом включает в себя следующие узлы:
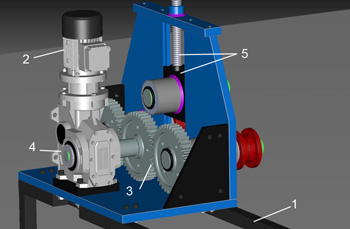 Станину.
Станину.- Приводной электродвигатель.
- Клиноременную передачу или зубчатая передача
- Зубчатый редуктор.
- Опорную балку с механизмом прижима.
- Узел управления дорном (при бездорновой гибке отключается).
- Пульта управления.
- Электронного блока на основе управляющих сенсоров.
Ввиду незначительной массы оборудования, оно не требует для себя специального фундамента, а потому может легко переустанавливается на новое место. Блок электронного управления машиной предусматривает последовательное включение привода, подачу опорного ролика до необходимого положения, задания необходимого угла гиба. После подачи заготовки до упора, контролируется текущее значение угла изгиба трубы: показания датчика угла отображаются на экране дисплея, а сам останов происходит автоматически. Для повышения точности гибки в конце рабочего хода привод реверсируется, и отработка конечного положения изгибаемого участка трубы происходит методом противохода. В результате точность гиба находится в пределах 1…20, чего вполне достаточно, учитывая пружинение металла при холодной гибке.
При необходимости, автоматика отключается, и весь процесс гибки происходит под контролем оператора.
Использование дорна
 При использовании дорна в отверстие вводится гибкий элемент: цепь или комплект толстостенных шайб, диаметр которых по посадке с зазором должен легко входить в трубчатую заготовку. После окончания гибки специальный механизм извлекает составной дорн из готового изделия. Уровень дефектности гиба (наличие складок, эллипсность сечения) по ГОСТ 17380 не превышает 5…6%.
При использовании дорна в отверстие вводится гибкий элемент: цепь или комплект толстостенных шайб, диаметр которых по посадке с зазором должен легко входить в трубчатую заготовку. После окончания гибки специальный механизм извлекает составной дорн из готового изделия. Уровень дефектности гиба (наличие складок, эллипсность сечения) по ГОСТ 17380 не превышает 5…6%.
Преимущества электромеханических трубогибов:
- простота и надёжность схемы,
- отсутствие потребности в предварительной разметке заготовки.
Недостаток такого трубогиба:
- что регулировка скорости формоизменения невозможна, поэтому при больших нагрузках возможен разрыв труб, изготовленных из высокоуглеродистых сталей.
Трубогиб роликовый с гидравлическим приводом
Роликовые трубогибы с гидроприводом серии И35_ _ отличаются тем, что силовая подача обжимного ролика к заготовке и выдёргивание дорна из готовой детали производятся гидроцилиндром. Наличие регулируемого по скорости перемещения рабочего инструмента привода существенно улучшает условия деформации трубы, и позволяет вести гибку заготовок из любых металлов и сплавов. Привод гидравлических трубогибов может иметь более высокую мощность, что расширяет область предпочтительного использования такого оборудования.
В основной комплект инструмента входят только обжимные ролики под круглые трубы. Однако рассмотренная схема позволяет производить гибку также и профильных труб.
Разновидности вальцевых трубогибов и принципы их работы
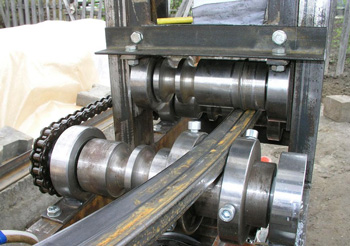
Оборудование для гибки труб метолом вальцовки функционирует так. В рабочей клети машины устанавливается три ролика (для более сложных, пространственных схем гиба количество роликов увеличивают). Изгибаемая труба пропускается в зазор между роликами, профиль которых должен соответствовать внешнему диаметру трубы. Межосевое расстояние между опорными нижними роками выставляется в зависимости от длины заготовки и радиуса гибки.
 Вальцевые трубогибы выпускаются:
Вальцевые трубогибы выпускаются:
- С горизонтальной компоновкой, если трубчатый профиль имеет небольшие габаритные размеры (до Ø 60…80 мм);
- С вертикальной компоновкой – для профильных труб, а также с круглым поперечным сечением, но большого внешнего диаметра;
- С симметричным и асимметричным расположением опорных роликов. Асимметричная компоновка позволяет выполнять пространственную гибку трубчатых заготовок.
Наиболее простая, трёхвалковая трубогибочная установка состоит из:
- Станины.
- Приводного электродвигателя.
- Клиноременной передачи.
- Промежуточного вала с маховиком.
- Редуктора.
- Узла приводных опорных валков.
- Верхнего ролика с механизмом его продольной регулировки.
- Противовеса, контролирующего натяжение заготовки в процессе гибки.
- Пульта управления.
Эксплуатационным преимуществом валковых трубогибов является то, что на них возможно выполнить повторный проход полуфабриката для корректировки размерных характеристик процесса гибки.
Для этого согнутую трубу можно вновь пропустить через валки, которые предварительно переустановлены на новое исходное положение. Потребность в повторном проходе появляется тогда, когда в процессе холодной гибки неизвестна интенсивность пружинения металла трубы. Кроме того, цикл холостого хода у трубогибов данного типа гораздо меньше, поскольку извлечение готового изделия и заправка в зазор между валками новой заготовки может быть выполнено простым реверсированием привода.
Для осуществления пространственной гибки вальцевые трубогибы комплектуются также спиральными приспособлениями, которые позволяют изменять вертикальное расположение прижимных валков в процессе гибки.
Ввиду чрезвычайной простоты своей кинематической схемы вальцевые трубогибы значительно дешевле роликовых. Малая энергоёмкость процессов гибки труб объясняет небольшие значения рабочих усилий, и, как следствие, применение электродвигателей малой мощности. Для труб малого поперечного сечения такие установки могут иметь даже ручной привод. Поэтому часто трубогибочные машины изготавливают своими руками, сообразно определённому кругу поставленных задач.



