Станки с ЧПУ имеют массу преимуществ перед обычными. Они позволяют автоматизировать управление и производство. Работа станков с ЧПУ была бы невозможна без датчиков. Датчики бывают разнообразных типов, каждый из них выполняет определенную функцию.
Виды и принцип работы датчиков ЧПУ
Ниже приведена таблица, в которой указаны виды датчиков ЧПУ, принципы их действия, для чего он нужен на станке, а также место крепления на станке.
Датчики высоты
Датчик срабатывает при касании к его поверхности.Используется для поиска граней обрабатываемой детали.Крепится к корпусу рабочего инструмента.
| Вида датчика | Принцип работы | Для чего используется | Точка крепления на станке |
Бесконтактный фото датчик |
Датчик состоит из двух частей, источника светового луча и фотоприемника. Он срабатывает если между частями будет находится какой – либо предмет. | Используется в станках, где необходимо отслеживать перемещение деталей. Контроль наличия упаковки, уровня жидкости в емкости, наличия крышки на бутылке, наличие заготовки. Также датчик может применяться везде, где есть необходимость контролировать наличие детали. | Датчик может находиться в разных частях станка. Крепиться он там где необходимо, к примеру, в области, где обработается деталь или на конвейерной линии. |
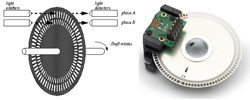
Датчик определения угла поворота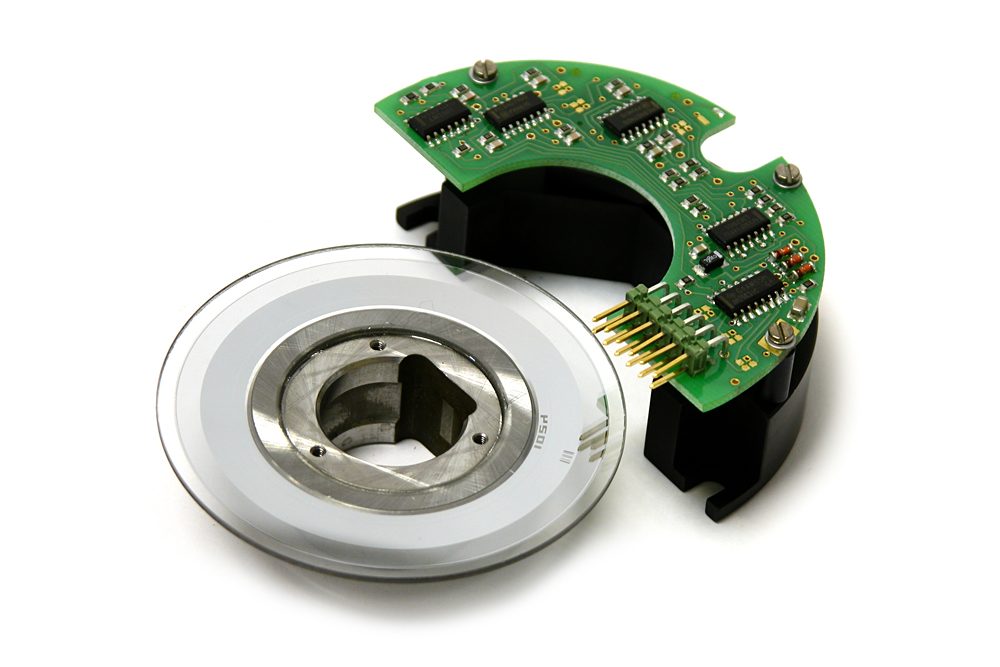 |
Датчик состоит из двух частей, из источника светового луча, фотоприемника и диска с отверстиями. Датчик срабатывает, когда луч света попадает через отверстия на диске на фотоприемник. | Датчик используется для того чтобы определить угол наклона вала. | Крепится датчик на вращающемся валу. |
Линейный датчик |
Датчик состоит из двух сообщающихся частей, растровой линейки и головки. Он измеряет положение путем определения положения головки на растровой линейке. | На данный момент датчик применяется в большинстве станков. И служит он для того чтобы определить положение детали или обрабатывающего элемента. | Крепится данный датчик в областях станка на ходовые винты, где необходимо измерять положение детали или обрабатывающего элемента. |
Концевые датчики |
Данный датчик срабатывает, когда какой-либо предмет касается его или поверхности. | Датчик служит для того чтобы контролировать близость элемента конструкции станка. | Крепится данный датчик на различные оси. |
Датчики положения инструмента |
Датчик срабатывает при касании к его поверхности. | Используется для поиска инструмента. | Крепится столу станка. |
Датчики высоты |
Датчик срабатывает при касании к его поверхности. | Используется для поиска граней обрабатываемой детали. | Крепится к подвижной части оси Z |
Концевые датчики
Концевые датчики нужны для того чтобы ограничивать перемещение в координатных осях. Используются для определения позиции home(начальных позиций по осям). Это делается для того чтобы избежать различных перекосов, которые могут вывести станок из строя. Для калибровки станка и поиска положения рабочего инструмента в пространстве при включении питания станка.
Датчики данного типа бывают 2 типов:
механический |
индукционный (магнито-объемный) |
| Преимущества: простое устройство, помехоустойчив, не требует настройки.
Недостатки: быстро выходит их строя чувствительный элемент, подвержен загрязнению, отказ в срабатывании, погрешность 1-3мм. |
Преимущества: погрешность до 0.5мм, нет подверженных поломкам механических частей.
Недостатки: не помехоустойчив, требуется настройка. |
Ниже приведена таблица с техническими характеристиками датчиков.
| Название датчика | Класс точности | Ток,А | Напряжение, В | Когда срабатывает | Материал, от которого срабатывает | Подключается к таким пинам |
| Датчик индуктивный SN04-N, NPN, NO, класс B | В | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Датчик индуктивный SN04-A, NPN, NO, класс А | А | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Датчик индуктивный LJ12A3-2-Z/BX, NPN, NO, класс A | А | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Датчик бесконтактный индуктивный LJ12A3-2-Z/AX, NPN, NC, класс В | В | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Датчик индуктивный LJ12A3-2-Z/AX, NPN, NC, класс А | А | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Датчик индуктивный LJ12A3-2-Z/BX, NPN, NO, класс A | А | 5 | 36 | При дистанции 4 мм. | Любой | NPN |
| Микропереключатель концевой SS-5GL2 | В | 5 | 220 | При касании | Любой | SPDT |
Оптические линейки
 Оптические линейки используются для того чтобы организовать замкнутую обратную связь по положению станка.
Оптические линейки используются для того чтобы организовать замкнутую обратную связь по положению станка.
Линейки Rational WTA5
Оптические линейки используются, если необходимо измерить линейные размеры изделия. Имеют размеры: 100 мм, 250 мм, 350 мм, 500 мм, 700 мм, 900 мм. Обычно устанавливается на разнообразные станки, с целью их модернизации. Совместима с УЦИ Rational серии WE6800 (подключение через разъем 9РD).
Ниже приведена таблица с техническими характеристиками оптических линеек Rational WTA5
| Название линейки | Напряжение, В | Размер линейки, мм | Разрешение, мм | Подключается к таким пинам |
| Rational WTA5 – 100 | 5 | 100 | 0.001 | 9РD |
| Rational WTA5 – 250 | 5 | 250 | 0.001 | 9РD |
| Rational WTA5 – 350 | 5 | 350 | 0.001 | 9РD |
| Rational WTA5 – 500 | 5 | 500 | 0.001 | 9РD |
| Rational WTA5 – 700 | 5 | 700 | 0.001 | 9РD |
| Rational WTA5 — 900 | 5 | 900 | 0.001 | 9РD |
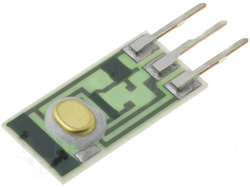
Датчики высоты инструмента
 Датчики высоты используются для определения высоты фрезы. Устройство калибровки высоты режущего инструмента.
Датчики высоты используются для определения высоты фрезы. Устройство калибровки высоты режущего инструмента.
Устройство состоит из двух частей, которые связываются между собой через Wi-Fi. На одной из части расположена контактная площадка, при касании передаются сигнал в другую часть устройства. Используется для того чтобы настроить рабочую высоту инструмента.
Модуль позиционирования фрезы NC Studio v5
Устройство используется для настройки высоты между инструментом и заготовкой. Состоит из двух частей, которые связываются между собой через Wi-Fi. Срабатывает при нажатии на контактную площадку на одной из частей.
Датчик высоты инструмента PLTLS-01
Используется для установки высоты в автоматическом режиме. Совместим с MACH3, LinuxCNC.
Датчик высоты инструмента DT02
Используется для установки высоты в автоматическом режиме. Совместим с MACH3, LinuxCNC. Имеет хорошую защиту от шумов, поэтому может работать без перебоев. На одном комплекте аккумуляторов может работать около 6 месяцев.
Ниже приведена таблица с техническими характеристиками:
| Название датчика | Точность, мм | Ток, мА | Напряжение, В | Когда срабатывает | Материал, от которого срабатывает | Подключается к таким пинам |
| Устройство калибровки высоты режущего инструмента | 0.01 | 1 | 5 | При касании | Любой | DB15 |
| Модуль позиционирования фрезы NC Studio v5 | 0.01 | 1 | 5 | При касании | Любой | DB15 |
| Датчик высоты инструмента PLTLS-01 | 0.01 | 30 | 250 | При касании | Любой | DB15 |
| Датчик высоты инструмента DT02 | 0.01 | 50 | 250 | При касании | Любой | DB15 |
Энкодеры
Энкодеры применяются для того, чтобы определить угол поворота вала. Энкодер — это генератор импульсов оптический или магнитный (датчик Холла).
Энкодеры бывают двух типов:
| 1.абсолютный | Энкодер возвращает своё абсолютное положение после становки и отключения питания. |
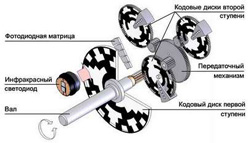
Энкодер абсолютного значения оптический |
| 2.инкрементный | Энкодер выдаёт импульсы, означающие изменение его положения. Начинает отсчет поворотов с нуля после остановки и отключения питания. Датчик Холла относится к инкрементным энкодерам. |
Энкодер инкрементный оптический
Датчик Холла Энкодера |
Энкодер инкрементальный, используется в шаговых двигателях и винтовых передачах для точного позизионирования линейного перемещения. Имеет разрешение 4000 им/об.
Ниже приведена таблица с техническими характеристиками.
| Название датчика | Сигнал | Разрешение им/об | Напряжение, В | Частота, кГц |
| Ручной генератор импульсов оптический OSBAO60-100B/5E | Однофазный | 100 | 5 | 20 |
| Энкодер оптический HS40A-1000P-8P | Дифференциальный | 4000 | 5 | 300 |
| Энкодер оптический HS40A-1000P-6.35P | Дифференциальный | 4000 | 5 | 300 |
| Энкодер оптический HS30A-1000P-8P | Однофазный | 4000 | 5 | 20 |
| Энкодер оптический HS30A-1000P-6.35P | Однофазный | 4000 | 5 | 20 |
Датчики станков с ЧПУ используют в самых разнообразных сферах на станках где нужно автоматизировать производство.