 Любое металлообрабатывающее производство, которое использует технологические процессы листовой штамповки, применяет в качестве исходных заготовок горяче- и холоднокатаный листовой прокат, а также широкую полосу. Для роспуска таких заготовок на более удобные при деформировании узкие полосы, на заготовительных отделениях этих производств обязательно имеются гильотинные ножницы, или, как более технически грамотно – листовые ножницы с наклонным ножом.
Любое металлообрабатывающее производство, которое использует технологические процессы листовой штамповки, применяет в качестве исходных заготовок горяче- и холоднокатаный листовой прокат, а также широкую полосу. Для роспуска таких заготовок на более удобные при деформировании узкие полосы, на заготовительных отделениях этих производств обязательно имеются гильотинные ножницы, или, как более технически грамотно – листовые ножницы с наклонным ножом.
Стадии резки металла на листовых ножницах
С энергетической точки зрения резка листового металла не является затратной операцией, что связано с незначительной протяжённостью действия основного деформирующего усилия. Для большинства сталей и сплавов зона разделения складывается из трёх участков:
- Смятия, когда режущий инструмент вдавливается в поверхность заготовки. В силу пластичности металла разделения ещё не происходит, а металл заготовки втягивается ножом в технологический зазор между подвижной и неподвижной частями инструментальной оснастки;
- Зоны среза, которая образуется в момент, когда удельное усилие, которое передаётся на ножи листовых ножниц, начинает превышать предел прочности металла на срез. При правильно заточенных ножах эта зона имеет вид блестящего пояска в виде полумесяца. Зону формируют две встречно распространяющиеся по толщине трещины, которые начинаются от острых кромок ножей, вдавленных в металл заготовки;
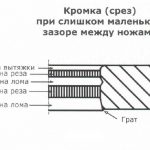
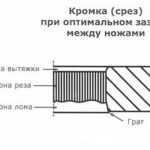
Влияние величины зазора на кромку

- Согласно закону наименьшего сопротивления направление двух встречных трещин таково, что они движутся друг к другу по кратчайшему пути. В момент их соединения наступает третья стадия разделения металла – его скалывание. Процесс скола носит неконтролируемый характер, и определяется только значением технологических зазоров между заготовкой и инструментом. Визуально зона выглядит как матовая поверхность, иногда с местными вырывами или налипанием металла заготовки.
Усилие процесса резки вначале резко возрастает, а (по мере того, как стадия среза переходит в стадию скалывания) резко уменьшается, поскольку силы сцепления отдельных объёмов металла уже отсутствуют, и сопротивление разделению создаётся только силами трения. Поэтому на гильотинных ножницах не устанавливают мощных электродвигателей, и сложных узлов управления системами включения. По той же причине станина ножниц (даже значительных усилий) не является особо массивной (в сравнении с прессовым оборудованием того же номинального усилия).
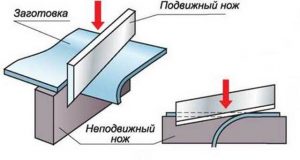
Особенности разделения металла на листовых ножницах
Если резку листа или широкой полосы производить параллельно расположенными по длине ножами, то площадь нагружения становится равной площади поперечного сечения листа. В результате требуется довольно большое усилие деформирования. Его можно существенно снизить, если реализовать постепенное внедрение ножей в металл исходной заготовки: когда усилие будет прикладываться постепенно, по мере внедрения ножей с металл. Этим достигают снижения суммарной энергоёмкости операции.
 Конструктивно это реализуется при помощи одностороннего наклона подвижного ножа. В отличие от известной гильотины времён Французской буржуазной революции, угол наклона ножей современных гильотиннх ножниц намного меньше. Он зависит от толщины разрезаемого металла и колеблется от 1,5 до 30 (меньшие значения – для листовых ножниц, работающих с тонким, менее 1,6 мм, металлом). На продолжительности процесса разрезания листа это никак не сказывается.
Конструктивно это реализуется при помощи одностороннего наклона подвижного ножа. В отличие от известной гильотины времён Французской буржуазной революции, угол наклона ножей современных гильотиннх ножниц намного меньше. Он зависит от толщины разрезаемого металла и колеблется от 1,5 до 30 (меньшие значения – для листовых ножниц, работающих с тонким, менее 1,6 мм, металлом). На продолжительности процесса разрезания листа это никак не сказывается.
Вместе с тем, даже при малых углах наклона подвижного ножа, возникает горизонтальная составляющая усилия резки, которая стремится вытолкнуть заготовку из-под ножа в сторону. Поэтому перед началом резки лист/полоса должны быть надёжно зафиксированы, и сохранять свою неподвижность вплоть до окончания процесса разделения металла. Надёжный прижим исходной заготовки дополнительно способствует повышению качества резки.
Важной технологической особенностью листовых ножниц с наклонным ножом является громоздкость исходных заготовок. Поэтому большинство из исполнений данного оборудования оснащается механизированными столами, а также приводными, либо неприводными рольгангами. На них при помощи мостового крана или кран-балки размещают заготовку. Затем лист/полоса вводится в рабочую зону ножей. Удаление отрезанной полосы производится механически. В результате заготовка под действием собственного веса по склизу падает в тележку.
Устройство и работа листовых ножниц с наклонным ножом
Основные технологические параметры рассматриваемого оборудования регламентирует ГОСТ 6282-86. К ним относят толщину и ширину разрезаемого металла, наибольшая ширина нарезаемой полосы, число ходов в минуту.
Классификация гильотинных ножниц может быть выполнена:
- По типу привода. В качестве основного исполнительного механизма значительно чаще используется кривошипно-шатунный, хотя листовые ножницы металла для резки особо толстого листа – более 25 мм – имеют гидропривод.

- По компоновке привода, который может иметь верхнее или нижнее исполнение (последнее используется преимущественно для оборудования, предназначенного для разделения тонкого листа). Фактор влияет в основном на высоту оборудования.
- По расположению шатунов гильотинный нож выпускается с тянущими или толкающими шатунами. Привод с толкающими шатунами может быть только верхним, а с тянущими – и верхним, и нижним.
- По наличию/отсутствию средств механизации или автоматизации процесса. При массовом характере производства используют раскройно-заготовительные комплексы на базе листовых ножниц. Они позволяют вести резку листа на полосы по определённой программе, причём и в продольном, и в поперечном направлениях.
Типовая конструкция листовых ножниц с наклонным ножом и с механическим приводом кривошипно-шатунного исполнения включает в себя следующие узлы:
- Электродвигатель;
- Клиноременную передачу;
- Маховик, в котором расположена система включения оборудования — муфта-тормоз;
- Промежуточный вал с червячным приводом (в старых конструкциях используется понижающая открытая зубчатая передача);
- Коленчатый двухэксцентриковый вал;
- Два шатуна;
- Ножевая балка, где размещаются подвижные ножи;
- Система смазки, управляющая также и механизмом прижима листа;
- Передний и задний упоры;
- Рабочий стол, в котором установлены неподвижные ножи;
- Станина.
 Ножницы листовые гильотинные работают так. По рольгангу лист подаётся до заднего упора, и затем фиксируется по переднему упору. При включении привода вначале срабатывает механизм прижима листа, а затем в движение приводится ножевая балка, и выполняет рез металла. Во время возвратного её перемещения механизм прижима отключается, и лист вручную, либо механически может быть передвинут на новый шаг полосы. Отрезанная полоса, удерживавшаяся задним упором, освобождается и сбрасывается тележку, расположенную с тыльной части ножниц. По достижении ножевой балкой своего крайнего верхнего положения система включения останавливает привод.
Ножницы листовые гильотинные работают так. По рольгангу лист подаётся до заднего упора, и затем фиксируется по переднему упору. При включении привода вначале срабатывает механизм прижима листа, а затем в движение приводится ножевая балка, и выполняет рез металла. Во время возвратного её перемещения механизм прижима отключается, и лист вручную, либо механически может быть передвинут на новый шаг полосы. Отрезанная полоса, удерживавшаяся задним упором, освобождается и сбрасывается тележку, расположенную с тыльной части ножниц. По достижении ножевой балкой своего крайнего верхнего положения система включения останавливает привод.
Обслуживание гильотинных ножниц
Надёжная работа данного оборудования возможна лишь при его квалифицированной наладке и обслуживании. При этом обращают внимание на следующее:
Исключение перегрузки ножниц по усилию. Перегрузка возможна при затуплении ножей, и при попытке резать металл, прочностные характеристики которого не согласованы с характеристиками оборудования (обычно в расчёт принимают условный металл, имеющий предел временного сопротивления 500 МПа). Перегрузка особо опасна когда происходит резка гильотинными ножницами, оборудованных не электропневматическими, а жёсткими муфтами включения. Запрещается разрезать листы, толщина которых превышает допустимую для данной модели оборудования. Перегрузка ножниц иногда возникает при неверной установке зазоров между подвижным и неподвижным ножами: при чрезмерно малом зазоре появляется дополнительная составляющая силы трения скольжения подвижного ножа по заготовке, а при чрезмерно больших происходит втягивание металла заготовки в зазор, с последующим заклиниванием привода.
Настройка срабатывания муфты-тормоза. Обычно привод ножевой балки  останавливает её в момент перехода шатуна через своё крайнее положение (на угол не более 5…100). Этого может не произойти, если тормозные диски муфты или возвратные пружины изношены, либо давление воздуха в системе управления меньше допустимого – 4,5…6 ат. В результате может произойти чрезвычайно опасное сдваивание ходов. Которое может закончиться аварией ножниц и травмой оператора. Поэтому перед началом работ гильотинные ножницы по металлу обязательно проверяют при функционировании в режиме холостых ходов (одиночных, а не непрерывных).
останавливает её в момент перехода шатуна через своё крайнее положение (на угол не более 5…100). Этого может не произойти, если тормозные диски муфты или возвратные пружины изношены, либо давление воздуха в системе управления меньше допустимого – 4,5…6 ат. В результате может произойти чрезвычайно опасное сдваивание ходов. Которое может закончиться аварией ножниц и травмой оператора. Поэтому перед началом работ гильотинные ножницы по металлу обязательно проверяют при функционировании в режиме холостых ходов (одиночных, а не непрерывных).
Регулировка направляющих ножевой балки. При перекосе ножевой балки вероятно её заклинивание (в лучшем случае – некачественный рез металла). Зазоры проверяются при условии периодической и равномерной подачи смазки к узлам трения.
Настройка уравновешивателей. Многие типоразмеры гильотинных ножниц оснащаются уравновешивателями – цилиндрами, которые при внезапном прекращении подачи сжатого воздуха в систему управления оборудованием воспринимают на себя вес ножевой балки с установленными в ней подвижными ножами. Давление воздуха в обоих уравновешивателях должно быть одинаковым.
Стандартная маркировка ножниц по ГОСТ состоит из буквы Н, после которой следует 4 цифры, определяющих особенность кинематической схемы машины и её производственные возможности.
http://zewerok.ru/wp-content/uploads/2017/11/Gilotinnye-nozhnitsy-NGM-63-dlya-rezki-metalla.mp4
Гильотинные ножницы НГМ-6,3 для резки металла



